หน่วยที่ 3 เวอร์เนียร์คาลิเปอร์
1. ส่วนประกอบของเวอร์เนียร์คาลิเปอร์ (Vernier Caliper)
ภาพ 3.1 ส่วนประกอบของเวอร์เนียร์คาลิเปอร์ (Vernier Caliper)
1.1 ปากวัดนอก (Outside Caliper Jaws) มีหน้าที่วัดขนาดด้านนอกของชิ้นงาน
2. การใช้เวอร์เนียร์คาร์ลิเปอร์
ภาพ 3.2 การใช้เวอร์เนียร์คาลิเปอร์วัดชิ้นงาน
ข้อควรระวังในการใช้เวอร์เนียร์คาลิเปอร์
3. การบำรุงรักษาเวอร์เนียร์คาลิเปอร์
ภาพ 3.3 เช็ดทำความสะอาดเวอร์เนียร์คาลิเปอร์
4. การอ่านค่าเวอร์เนียร์คาลิเปอร์
สเกลหลักด้านบนอ่านได้ = 13.00 mm
(จากรูปสเกลหลักด้านบนเลย 0 มา13 ขีดมีค่า = 13 mm สเกลด้านล่างตรงกับเลข 8 พอดีมีค่า = 0.80 mm รวมกันจะได้ = 13.80 mm เป็นคำตอบ)
(จากรูปสเกลหลักด้านบนเลย 0 มา 18 ขีดมีค่า = 18 mm สเกลด้านล่างเลยเลข 8 มา 1 ขีดมีค่า = 0.82 mm รวมกันจะได้ = 18.82 mm เป็นคำตอบ)
การอ่านค่าเวอร์เนียร์คาลิเปอร์ ค่าความละเอียด 0.001 inches ด้านบนของสเกลหลักระหว่าง 1 นิ้ว (inches) จะมีเลข 1-9 โดย 1 ขีดมีค่าเท่ากับ 0.100 inches และภายใน 0.100 inches จะมีสเกลรองแบ่งออกเป็น 4 ช่อง 1 ช่องมีค่าเท่ากับ 0.025 inches ส่วนสเกลเลื่อนด้านล่าง 1 ขีดมี
(จากรูปสเกลหลักด้านบนยังไม่ถึง 1 inches แต่เลยเลข 6 มา 3 ขีดมีค่า = 0.675 inches สเกลด้านล่างตรงกับขีดที่ 4 มีค่า = 0.004 รวมกับ 0.675 จะได้ = 0.679 inches เป็นคำตอบ)
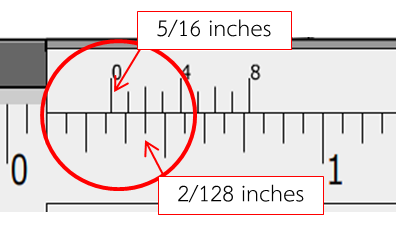
การอ่านค่าเวอร์เนียร์คาลิเปอร์ ค่าความละเอียด 1/128 inches ด้านสเกลหลักระหว่าง 1 นิ้ว (inches) จะแบ่งออกเป็น 16 ช่อง 1 ช่องมีค่าเท่ากับ 1/16 inches ส่วนสเกลเลื่อนมีเลข 0-8 ซึ่ง 1 ขีดมีค่าเท่ากับ 1/128 inches การอ่านให้อ่านจำนวนเต็มที่สเกลหลักก่อน ดังตัวอย่าง สเกลหลักด้านบนเลยมา 5 ช่องอ่านได้ = 5/16 inches (นำ 8 คูณกับ 5 และ 16 เพื่อทำส่วนให้สามารถบวกกับสเกลเลื่อนได้เพราะฉะนั้น 5/16 inches จึงมีค่าเท่ากับ 40/128 inches) จากนั้นอ่านค่าที่สเกลเลื่อนซึ่งตามตัวอย่างขีดที่ 2 ตรงอ่านได้เท่ากับ 2/128 inches นำค่าทั้งสองมารวมกันก็จะได้ค่าของเวอร์เนียร์คาลิเปอร์ 1/128 inches
(จากรูปสเกลหลักด้านล่างเลย 0 มา 5 ขีดมีค่า = 5/16 inches ให้นำ 8 ไปคูณทั้งล่างทั้งบนจะได้ = 40/128 สเกลด้านบนตรงกับขีดที่ 2 มีค่า = 2/128 รวมกันจะได้ = 42/128 inches เนื่องจากเลข 42 เป็นเลขคู่ให้นำ 2 มาหารทั้งล่างทั้งบนจะได้ 21/64 เป็นคำตอบ) VIDEO
















.png)


.png)
.png)
.png)





.png)


