หน่วยที่ 4 ไมโครมิเตอร์
1. ประเภทของไมโครมิเตอร์
ไมโครมิเตอร์ (Micrometer) เป็นเครื่องมือวัดละเอียดช่างยนต์ที่มีความสำคัญมากและใช้กันอย่างแพร่หลายมีค่าความละเอียด 0.01 mm เนื่องจาก
เมื่อเปรียบเทียบกับเวอร์เนียร์คาลิเปอร์แล้วใช้งานง่ายและมีค่าความละเอียดสูงกว่าเวอร์เนียร์คาลิเปอร์ถึงสองเท่า โดยปกติทั่วไปไมโครมิเตอร์ที่ใช้อยู่
ในปัจจุบันสามารถจำแนกตามการใช้งานได้เป็น 3 ลักษณะดังนี้
1.1 ไมโครมิเตอร์วัดนอก (Outside Micrometer)
1.2 ไมโครมิเตอร์วัดใน (Inside Micrometer)
1.3 ไมโครมิเตอร์วัดลึก (Depth Micrometer)

ภาพ 4.1 ไมโครมิเตอร์วัดนอก
.png)
ภาพ 4.2 ไมโครมิเตอร์วัดใน
.jpg)
ภาพ 4.3 ไมโครมิเตอร์วัดลึก
2. ส่วนประกอบของไมโครมิเตอร์วัดนอก
ไมโครมิเตอร์วัดนอก (Outside Micrometer) เป็นเครื่องมือวัดละเอียดที่สำคัญสำหรับใช้ในงานอุตสาหกรรม เนื่องจากให้ค่าความละเอียดสูง
และมีความเที่ยงตรงสูงกว่าเวอร์เนียร์คาลิเปอร์ ในส่วนของงานช่างยนต์ได้นำมาใช้เพื่อตรวจสอบขนาดของชิ้นส่วนเครื่องยนต์เทียบกับค่า
มาตรฐานตามคู่มือซ่อม เพื่อเป็นข้อมูลประกอบการวินิจฉัยตัดสินใจในการซ่อมบำรุงเครื่องยนต์ โดยปกติทั่วไปจะใช้ไมโครมิเตอร์วัดนอก
ตรวจวัดขนาดเส้นผ่านศูนย์กลางลูกสูบ สลักลูกสูบ ข้อหลักและข้อก้านของเพลาข้อเหวี่ยง วัดขนาดเส้นผ่านศูนย์กลางก้านลิ้นไอดีและ
ลิ้นไอเสีย วัดความสูงของลูกเบี้ยวไอดีและลูกเบี้ยวไอเสียเป็นต้น ไมโครมิเตอร์ วัดนอกมีหลายขนาด แต่ละขนาดถูกออกแบบมาให้
เหมาะสมกับขนาดของชิ้นงานเครื่องยนต์ โดยมีขนาดตั้งแต่ 0-25 mm, 25-50 mm, 50-75 mm, 75-100 mm, 100-125 mm และ 125-150 mm
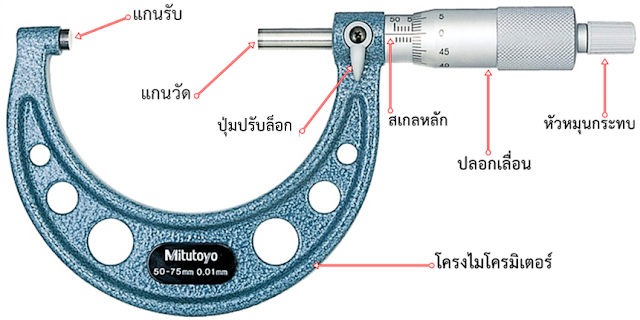
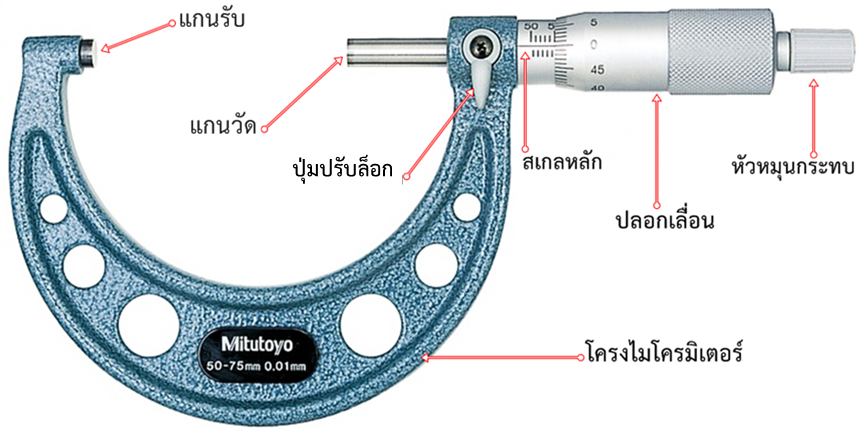
ภาพ 4.4 ส่วนประกอบของไมโครมิเตอร์วัดนอก
ไมโครมิเตอร์วัดนอกประกอบด้วยส่วนต่างๆ ดังนี้
2.1. แกนรับ (Anvil) ลักษณะแกนรับจะเป็นเพลากลมตัน ที่ด้านปลายทำจากเหล็กคาร์ไบด์ เพื่อเสริมความแข็งแรง สำหรับป้องกัน
การสึกหรอจากการสัมผัสกับชิ้นงานที่ตรวจวัด แกนรับจะประกอบยึดติดกับโครงของไมโครมิเตอร์ด้วยการสวมอัดเป็นชุดเดียวกันภาพ 4.4
2.2 แกนวัด (Spindle) ลักษณะแกนวัดจะเหมือนแกนรับทุกประการ แกนวัดจะยึดติดกับสลักเกลียวเพื่อให้เคลื่อนที่ในแนวเส้นตรง
ภาพ 4.4
2.3 โครงไมโครมิเตอร์ (Frame) มีลักษณะคล้ายกับรูปตัวซีมีน้ำหนักเบาและแข็งแรงมีไว้เพื่อนำชิ้นส่วนอื่นๆ มาประกอบเป็นไมโครมิเตอร์
และใช้สำหรับจับขณะตรวจวัดชิ้นงานภาพ 4.4
2.4 ปุ่มปรับล็อก (Thimble Lock) ทำหน้าที่ยึดแกนวัดไม่ให้เคลื่อนที่จากปลอกเลื่อนเมื่อแกนวัดสัมผัสกับชิ้นงานถ้าไม่ต้องการให้
แกนวัดเคลื่อนที่ให้เลื่อนปุ่มล็อกไปทางซ้ายมือถ้าต้องการปลดให้เลื่อนไปทางด้านตรงข้ามปุ่มล็อกจะมี 2 แบบคือแบบใช้วงแหวนและ
แบบใช้กระเดื่องภาพ 4.4
2.5 สเกลหลักหรือปลอกวัด (Sleeve) มีลักษณะเป็นทรงกระบอกสวมอยู่กับโครงสามารถปรับหมุนได้ที่ผิวสเกลหลักจะมีเส้นขีด
ยาวในแนวนอน เรียกว่า เส้นอ้างอิง (Index Line) ด้านบนและด้านล่างของเส้นอ้างอิงจะมีขีดแบ่งช่องเพื่อกำหนดค่าของสเกลหลัก
2.6 ปลอกเลื่อนหรือสเกลเลื่อนหรือปลอกหมุน (Thimble) ลักษณะเป็นทรงกระบอกสวมอยู่บนสเกลหลักสามารถเคลื่อนที่เข้า
ออกได้ที่ปลายด้านในจะลาดเอียงมีขีดแบ่งช่องเพื่อกำหนดค่า ส่วนด้านนอกจะพิมพ์ลายเพื่อสะดวกในการหมุนเข้าออกป้องกันการ
ลื่นขณะหมุน
2.7 หัวหมุนกระทบ (Ratchet stop) จะอยู่ด้านท้ายสุดของแกนวัด เมื่อหมุนปลอกเลื่อนเริ่มสัมผัสกับชิ้นงานแล้วให้ตรวจสอบแกน
วัดสัมผัสชิ้นงานพอดีไม่เอียง จากนั้นให้หมุนหัวหมุนกระทบตามเข็มนาฬิกาให้ได้ยินเสียงดังประมาณ 2-3 แก๊ก
3. การใช้และการบำรุงรักษาไมโครมิเตอร์วัดนอก
3.1 การใช้ไมโครมิเตอร์วัดนอก
3.1.1 ทำความสะอาดไมโครมิเตอร์ โดยใช้ผ้าสะอาดอ่อนนุ่มเช็ดคราบสกปรกบนไมโครมิเตอร์ปลอกเลื่อน แกนรับ และแกนวัดด้วยความ
ระมัดระวังภาพ 4.5

ภาพ 4.5 ทำความสะอาดไมโครมิเตอร์วัดนอก
3.1.2 ปรับความเที่ยงตรงของไมโครมิเตอร์ การปรับความเที่ยงตรงของไมโครมิเตอร์วัดนอกคือการปรับตำแหน่งศูนย์ของปลอก
เลื่อนให้ตรงกับเส้นอ้างอิง ก่อนการใช้งาไมโครมิเตอร์ทุกครั้งควรมีการตรวจสอบความเที่ยงตรงของไมโครมิเตอร์ ถ้าพบว่าไม่ตรง
ให้ทำการปรับแก้ไขโดยการตรวจความเที่ยงตรงของไมโครมิเตอร์ให้ปฏิบัติดังนี้ ใช้แท่งมาตรฐานวางระหว่างแกนรับกับแกนวัด
(ภาพ 4.6) หมุนปลอกเลื่อนช้า ๆ ให้แกนวัดและแกนรับสัมผัสพอดีกับแท่งมาตรฐาน จากนั้นปรับหัวหมุนกระทบให้ได้ยินเสียงดัง
ประมาณ 2– 3 แก๊กจึงหยุดหมุน (ภาพ 4.7) ตรวจสอบเส้นอ้างอิงกับขีดเลข 0 ถ้าพบว่าขีดเลข 0 บนปลอกเลื่อนตรงกับเส้นอ้างอิง
(ภาพ 4.8) แสดงว่าเที่ยงตรงใช้งานได้
.jpg)
ภาพ 4.6 การใช้แท่งมาตรฐานวางระหว่างแกนรับกับแกนวัด

ภาพ 4.7 การปรับหัวหมุนกระทบ
.jpg)
ภาพ 4.8 แสดงเส้นอ้างอิงตรงกับขีดเลข 0
แต่ถ้าพบว่าคลาดเคลื่อนเส้นไม่ตรงกัน (ภาพ 4.9) แสดงว่าไม่เที่ยงตรง ต้องปรับแก้ไขดังนี้
.jpg)
ภาพ 4.9 แสดงเส้นอ้างอิงคลาดเคลื่อนไม่ตรงกับขีดเลข 0
3.1.2.1 การปรับความเที่ยงตรงที่ไม่เกิน 0.02 mm ให้ปฏิบัติดังนี้
1) หมุนปลอกเลื่อนให้แกนวัดสัมผัสกับแท่งมาตรฐานและปรับหัวหมุนกระทบจนมีเสียงดังประมาณ 2 – 3 แก๊กหยุดหมุน
2) โยกปุ่มล็อกไปทางซ้ายเพื่อล็อกไม่ให้แกนวัดเคลื่อนที่
3) ใช้ประแจปรับตั้ง ปรับตั้งให้เส้นอ้างอิงบนสเกลหลักตรงกับขีดเลข 0 ที่ปลอกเลื่อน

ภาพ 4.10 การใช้ประแจปรับหมุนปรับตั้งให้เส้นอ้างอิงตรงกับขีดเลข 0
4) เสร็จเรียบร้อยให้ตรวจสอบความเที่ยงตรงหลังการปรับตั้ง
3.1.2.2 การปรับความเที่ยงตรงที่มีค่าเกิน 0.02 mm ให้ปฏิบัติดังนี้
1) หมุนปลอกเลื่อนให้แกนวัดสัมผัสกับแท่งมาตรฐานและปรับหัวหมุนกระทบจนมีเสียงดัง 2–3 แก๊กหยุดหมุน
2) ปรับปุ่มล็อกไปทางซ้ายเพื่อล็อกไม่ให้แกนวัดเคลื่อนที่
.jpg)
ภาพ 4.11 การใช้ประแจคลายหัวหมุนกระทบ
3) ใช้ประแจปรับตั้งคลายหัวหมุนกระทบด้านท้ายไมโครมิเตอร์ให้หลวม (ภาพ 4.11)
4) หมุนปลอกเลื่อนให้ขีดเลข 0 มาตรงกับเส้นอ้างอิงสเกล เสร็จเรียบร้อยใช้ประแจปรับตั้งล็อกหัวหมุนกระทบให้แน่น
5) เสร็จเรียบร้อยแล้วให้ตรวจสอบความเที่ยงตรงหลังการปรับตั้ง
3.1.3 เมื่อปรับตั้งความเที่ยงตรงของไมโครมิเตอร์พร้อมใช้งานแล้ว จากนั้นจึงนำไมโครมิเตอร์ไปใช้ได้
3.1.3.1 เนื่องจากไมโครมิเตอร์มีหลายขนาด ต้องเลือกไมโครมิเตอร์ให้เหมาะกับขนาดของชิ้นงาน (ให้ใช้เครื่องมือวัดเบื้องต้น
เช่นบรรทัดเหล็กวัดขนาดโดยประมาณของชิ้นงานก่อน)
3.1.3.2 หมุนปลอกเลื่อน (ภาพ 4.12 หมายเลข 2) ให้เริ่มสัมผัสกับผิวชิ้นงานที่จะวัดโดยไม่ออกแรงหมุนมากเกินไป และตรวจ
สอบหน้าสัมผัสระหว่างแกนวัดกับผิวชิ้นงานให้ถูกต้องไม่เอียงภาพ 4.12
.jpg)
ภาพ 4.12 การหมุนปลอกเลื่อนกระทบผิวของชิ้นงาน
3.1.3.3 จากนั้นหมุนหัวหมุนกระทบ (ภาพ 4.12 หมายเลข 1) จนได้ยินเสียงดังประมาณ 2-3 แก๊กและหยุดหมุน
3.1.3.4 ปรับปุ่มล็อก (ภาพ 4.12 หมายเลข 3) ไปทางซ้ายมือเพื่อล็อกแกนวัดไม่ให้เคลื่อนที่
3.1.3.5 อ่านค่าไมโครมิเตอร์
3.2 การบำรุงรักษาไมโครมิเตอร์วัดนอก
เนื่องจากไมโครมิเตอร์เป็นเครื่องมือที่มีความละเอียดสูงก่อนและหลังการใช้ควรเก็บรักษาเป็นอย่างดี เพื่อป้องกันไม่ให้
ไมโครมิเตอร์ชำรุดเสียหายหรือสูญเสียความเที่ยงตรงและช่วยยืดอายุการใช้งานดังนี้
3.2.1 ห้ามนำไมโครมิเตอร์ไปวัดชิ้นงานขณะร้อนหรือและวัดชิ้นงานขณะที่กำลังหมุน
3.2.2 ควรเก็บและวางไมโครมิเตอร์แยกออกจากเครื่องมือชนิดอื่น
3.2.3 ห้ามนำไมโครมิเตอร์ไปวัดเล่นหรือนำไปวัดชิ้นงานที่ผิวขรุขระไม่เรียบ
3.2.4 เพื่อป้องกันไมโครมิเตอร์เสียหาย ให้หมุนปลอกเลื่อนช้าๆ ให้แกนวัดสัมผัสกับชิ้นงานจากนั้นให้ใช้หัวหมุนกระทบ
3.2.5 เมื่อเลิกใช้งานไมโครมิเตอร์ ต้องเช็ดทำความสะอาดและชโลมด้วยวาสลีนหรือน้ำมันหล่อลื่นที่แกนวัด แกนรับ และปลอกเลื่อน
ทุกครั้ง
3.2.6 ห้ามดึงไมโครมิเตอร์วัดนอกออกจากชิ้นงานเพื่อมาอ่านค่าโดยไม่จำเป็น เนื่องจากจะทำให้ผิวหน้าสัมผัสของแกนรับและแกน
วัดชำรุดสึกหรอ
3.2.7 ควรตรวจสอบหน้าสัมผัสของแกนรับและแกนวัดอยู่เสมอ
3.2.8 หลังจากใช้ปุ่มล็อกยึดแกนวัดแล้วอย่าลืมคลายปุ่มล็อกออกให้เป็นอิสระ
3.3 ข้อควรระวังในการใช้ไมโครมิเตอร์วัดนอก
3.3.1 การใช้ไมโครมิเตอร์วัดนอกวัดชิ้นงานที่มีผิวขนานกัน การวัดชิ้นงานที่มีผิวขนานกันขณะวัดจะต้องให้แนวแกนของแกนรับ
และแกนวัดตั้งฉากกับผิวงานดังภาพ 4.13
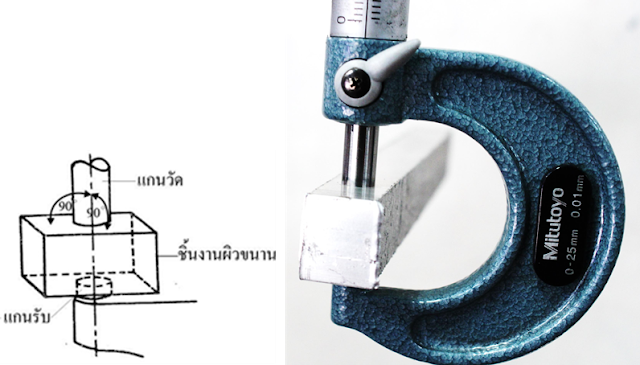
ภาพ 4.13 การใช้ไมโครมิเตอร์วัดนอกวัดชิ้นงานที่มีผิวขนาน
3.3.2 การใช้ไมโครมิเตอร์วัดนอกวัดชิ้นงานทรงกลมหรือทรงกระบอก ผิวงานกลมไม่สามารถบังคับผิวสัมผัสของแกนรับและแกน
วัดให้ตั้งฉากกับผิวงานได้ดังนั้นจะต้องปรับแนวแกนของไมโครมิเตอร์ให้ถูกต้องดังภาพ 4.14
.png)
ภาพ 4.14 แสดงตำแหน่งการวัดชิ้นงานทรงกระบอก
ในกรณีที่ชิ้นงานกลมขนาดใหญ่จะต้องปรับให้แนวแกนวัดและแกนรับของ ไมโครมิเตอร์ผ่านจุดศูนย์กลางของชิ้นงานดังภาพ 4.15
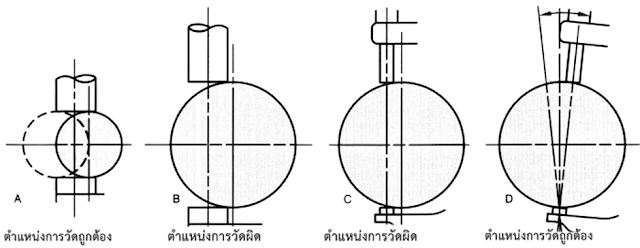
ภาพ 4.15 การใช้ไมโครมิเตอร์วัดชิ้นงานทรงกลม
4. การอ่านค่าไมโครมิเตอร์วัดนอก
4.1 การแบ่งขีดสเกล
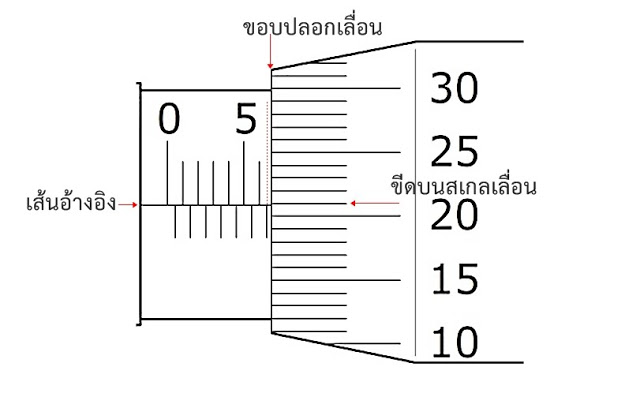
.png)
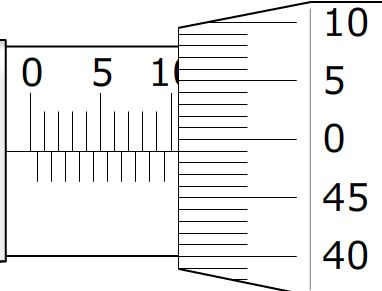
ภาพ 4.16 การแบ่งขีดสเกลไมโครมิเตอร์วัดนอก
4.1.1 ค่าบนสเกลหลักไมโครมิเตอร์วัดนอกขนาด 0 – 25 mm ค่าความละเอียด 0.01 mm ซึ่งสเกลหลักด้านบนจะมีค่าอยู่ระหว่าง 0-25 mm
โดย 1 ช่องมีค่าเท่ากับ 1 mm ทุกๆ 5 ช่องจะมีขีดยาวพร้อมตัวเลขกำกับไว้ ส่วน 1 ช่องด้านล่างของสเกลหลักจะอยู่ตรงกึ่งกลางของช่อง
ด้านบนมีค่าเท่ากับ 0.5 mm (หรือเท่ากับ 1 รอบการหมุนของปลอกเลื่อน)
4.1.2 ค่าบนปลอกเลื่อน จากภาพ 4.16 บนปลอกเลื่อนบริเวณขอบเอียงๆ จะแบ่งออกเป็น 50 ช่องและทุกๆ 5 ช่องจะมีเลขกำกับไว้คือ
0, 5, 10, 15, 20, 25, 30, 35, 40, 45 และวนกลับมาที่ 0 ซึ่งหมายถึงครบ 1 รอบเมื่อหมุนปลอกเลื่อนครบ 1 รอบจะทำให้แกนวัดห่างจาก
จุดเดิมไป 0.5 mm ขีดเลข 0
บนปลอกเลื่อนจะตรงกับเส้นอิงบนสเกลหลักพอดี แต่ถ้าหมุนปลอกเลื่อนไปเพียง 1 ช่อง แกนวัดจะเคลื่อนที่ไปจากเดิมเท่ากับ 0.01 mm
หรือหมายถึง 1 ส่วน 100 ของมิลลิเมตร
4.2 การอ่านค่าไมโครมิเตอร์วัดนอก
4.2.1 เริ่มจากอ่านค่าจำนวนเต็มด้านบนของสเกลหลักก่อนและอ่านค่าด้านล่างของสเกลหลัก
4.2.2 จากนั้นอ่านค่าบนปลอกเลื่อน
4.2.3 นำค่าจากสเกลหลักและค่าจากปลอกเลื่อนมารวมกัน ดังตัวอย่างการอ่านค่า
ภาพ 4.17 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดนอก
1) อ่านค่าบนสเกลหลัก ขอบปลอกเลื่อนหมุนผ่านขีดบนสเกลหลักไป 6 ช่อง อ่านค่าได้เท่ากับ 6.00 mm ขอบปลอกเลื่อนๆ พ้นขีดด้านล่าง
ของสเกลรองมาแล้วดังนั้นต้องนำค่า 0.5 mm มารวมกับค่าของด้านบนสเกลหลักด้วยดังนี้ ค่าบนสเกลหลัก
= ค่าด้านบนสเกลหลัก + ค่าด้านล่างสเกลหลัก
= 6.00 mm + 0.50 mm
= 6.50 mm
2) อ่านค่าบนปลอกเลื่อน จากภาพขีดที่ 21 บนปลอกเลื่อนตรงกับเส้นอ้างอิงมากที่สุดนำ 21 คูณกับ 0.01 จะได้ 21 x 0.01 mm = 0.21 mm
3) นำค่าบนสเกลหลักและค่าบนปลอกเลื่อนมารวมกันจะได้คำตอบดังนี้
ค่าที่อ่านได้ = ค่าบนสเกลหลัก + ค่าบนปลอกเลื่อน
= 6.50 mm + 0.21 mm
เพราะฉะนั้นค่าที่อ่านได้ = 6.71 mm
ภาพ 4.18 ตัวอย่างที่ 2 การอ่านค่าไมโครมิเตอร์วัดนอก
1) อ่านค่าบนสเกลหลัก ขอบปลอกเลื่อนหมุนผ่านขีดบนสเกลหลักไป 10 ช่อง อ่านค่าได้เท่ากับ 10.00 mm ขอบปลอก
ยังไม่พ้นขีดด้านล่างของสเกลรองดังนั้น ไม่ต้อง นำค่า 0.5 mm มารวมกับค่าของด้านบนสเกลหลักด้วยดังนี้ ค่าบนสเกลหลัก
= ค่าด้านบนสเกลหลัก + ค่าด้านล่างสเกลหลัก
= 10.00 mm + 0 mm
= 10.00 mm
2) อ่านค่าบนปลอกเลื่อน จากภาพขีดที่ 49 บนปลอกเลื่อนตรงกับเส้นอ้างอิงมากที่สุด นำ 49 คูณกับ 0.01 จะได้ 49 x 0.01 mm = 0.49 mm
3) นำค่าบนสเกลหลักและค่าบนปลอกเลื่อนมารวมกันจะได้คำตอบดังนี้
ค่าที่อ่านได้ = ค่าบนสเกลหลัก + ค่าบนปลอกเลื่อน
= 10.00 mm + 0.49 mm
เพราะฉะนั้นค่าที่อ่านได้ = 10.49 mm
ข้อสังเกต: ในการอ่านไมโครมิเตอร์วัดนอกถ้าขีดเลข 0 บนปลอกเลื่อนอยู่ใกล้เส้นอ้างอิงบนสเกลหลัก จะทำให้ไม่แน่ใจว่าขีดบนสเกล
หลักพ้นขอบปลอกเลื่อนหรือไม่ ดังนั้นให้สังเกตดังนี้
ถ้าขีดเลข 0 บนปลอกเลื่อนอยู่บนเส้นอ้างอิงของสเกลหลัก (ภาพ 4.19) แสดงว่ายังไม่พ้นขอบปลอกเลื่อนเพราะฉะนั้น ไม่ต้อง นำค่า 0.5 mm
เข้ามารวม
ถ้าขีดเลข 0 บนปลอกเลื่อนอยู่ใต้เส้นอ้างอิงของสเกลหลัก (ภาพ 4.19) แสดงว่าพ้นขอบปลอกเลื่อนแล้วเพราะฉะนั้นต้องนำค่า 0.5 mm มา
รวมด้วย
ภาพ 4.19 ขีดเลข 0 บนปลอกเลื่อนอยู่บนเส้นอ้างอิงของสเกลหลัก
ภาพ 4.20 ขีดเลข 0 บนปลอกเลื่อนอยู่ใต้เส้นอ้างอิงของสเกลหลัก
5. ส่วนประกอบของไมโครมิเตอร์วัดใน
ไมโครมิเตอร์วัดใน (Inside Micrometer) เป็นเครื่องมือวัดละเอียดที่มีความละเอียดสูงใช้ในงานอุตสาหกรรมและงานซ่อมบำรุง
เครื่องยนต์เนื่องจากให้ค่าความละเอียดสูงและมีความแม่นยำมากกว่าเวอร์เนียร์คาลิเปอร์ ส่วนในงานวัดละเอียดช่างยนต์ ได้นำ
มาใช้เพื่อตรวจสอบขนาดของชิ้นงานและขนาดรูในชิ้นส่วนต่างๆ ของเครื่องยนต์ เพื่อเปรียบเทียบกับค่ามาตรฐานในคู่มือซ่อม
สำหรับเป็นข้อมูลวินิจฉัยในการตรวจซ่อมบำรุงชิ้นส่วนต่างๆ โดยปกติทั่วไปในงานช่างยนต์จะใช้ตรวจวัดขนาดเส้นผ่านศูนย์
กลางของรูในชิ้นงาน เช่นขนาดเส้นผ่านศูนย์กลางรูในก้านสูบและรูในชิ้นงานต่างๆ เป็นต้น
.jpg)
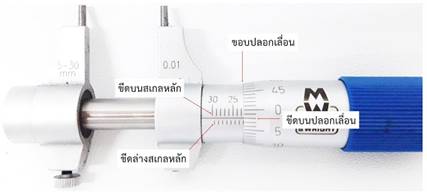
ภาพ 4.21 ไมโครมิเตอร์วัดใน
ส่วนประกอบของไมโครมิเตอร์วัดใน ประกอบด้วยส่วนต่างๆ ดังนี้
5.1 เขี้ยววัดลักษณะคล้ายกับเวอร์เนียร์คาลิเปอร์สำหรับวัดขนาดเส้นผ่านศูนย์กลางด้านในหรือรูในของชิ้นงาน (ภาพ 4.21 หมายเลข 1)
5.2 ปุ่มล็อก (Thimble Lock) ทำหน้าที่ ยึดเขี้ยววัดไม่ให้เคลื่อนที่ออกจากปลอกเลื่อนเพื่อสะดวกในการอ่านค่า (ภาพ 4.21 หมายเลข 5)
5.3 สเกลหลักหรือปลอกวัด (Sleeve) มีลักษณะเป็นรูปทรงกระบอกสวมพอดีอยู่กับตัวโครงไมโครมิเตอร์สามารถหมุนปรับได้ที่ผิวของ
สเกลหลักจะมีเส้นขีดยาวตลอดในแนวนอนเรียกว่า เส้นอ้างอิง (Index Line) ด้านบนและด้านล่างของเส้นอ้างอิงจะมีขีดแบ่งช่องกำหนดค่า
ของสเกลหลัก (ภาพ 4.21 หมายเลข 2)
5.4 ปลอกเลื่อนหรือปลอกหมุน (Thimble) มีลักษณะรูปทรงกระบอกสวมพอดีอยู่บนสเกลหลักสามารถเคลื่อนที่เข้าออกได้โดยที่ปลาย
ด้านในจะลาดเอียงและมีขีดแบ่งช่องเพื่อกำหนดค่า ส่วนด้านนอกจะพิมพ์ลายเพื่อสะดวกในการหมุนเข้าออกป้องกันการลื่น
(ภาพ 4.21 หมายเลข 3)
5.5 หัวหมุนกระทบ (Ratchet stop) จะอยู่ด้านท้ายสุดของแกนวัด เมื่อหมุนปลอกเลื่อนเริ่มสัมผัสกับชิ้นงานแล้วให้ปรับเขี้ยววัดให้
สัมผัสชิ้นงานพอดีไม่เอียงและไม่แน่น จากนั้นจึงปรับหัวหมุนกระทบตามเข็มนาฬิกาจนมีเสียงดังประมาณ 2-3 แก๊ก (ภาพ 4.21 หมายเลข 4)
6. การใช้และบำรุงรักษาไมโครมิเตอร์วัดใน
6.1 การใช้ไมโครมิเตอร์วัดใน
6.1.1 ทำความสะอาดไมโครมิเตอร์วัดในโดยใช้ผ้าสะอาดอ่อนนุ่มเช็ดฝุ่นคราบสกปรกต่างๆ
.jpg)
ภาพ 4.22 ทำความสะอาดไมโครมิเตอร์วัดใน
6.1.2 ปรับความเที่ยงตรงของไมโครมิเตอร์วัดใน โดยใช้แท่งมาตรฐาน (ภาพ 4.25) จากนั้นหมุนปลอกเลื่อนให้เขี้ยววัดสัมผัสกับแท่ง
มาตรฐานพอดีและหมุนปรับหัวหมุนกระทบให้ได้ยินเสียงดังประมาณ 2-3 แก๊ก (ภาพ 4.23) ปรับความเที่ยงตรงของไมโครมิเตอร์วัดใน
ขนาด 5-30 mm ซึ่งแท่งมาตรฐานที่ใช้มีขนาด 4.99 mm ให้สังเกตขีด 0 จะอยู่ก่อนถึงเลข 5 และตรงกับเส้นอ้างอิง 1 ขีดซึ่งเท่ากับ 4.99 mm
ถ้าพบว่าขีดไม่ตรงกับเส้นอ้างอิงให้ทำการแก้ไขปรับตั้งให้ตรงด้วยประแจปรับตั้งคล้ายการปรับตั้งไมโครมิเตอร์วัดนอก (ภาพ 4.24)
เป็นการปรับความเที่ยงตรงของไมโครมิเตอร์วัดใน ขนาด 25-50 mm ซึ่งแท่งมาตรฐานที่ใช้มีขนาด 24.99 mm ให้สังเกตขีด 0 จะอยู่ก่อน
ถึงเลข 25 และตรงกับเส้นอ้างอิง 1 ขีดซึ่งเท่ากับ 24.99 mm ถ้าขีดไม่ตรงกับเส้นอ้างอิงให้แก้ไขให้ตรงด้วยประแจปรับตั้งคล้ายการปรับ
ตั้งไมโครมิเตอร์วัดนอก

ภาพ 4.23 ปรับความเที่ยงตรงไมโครมิเตอร์วัดใน 5-30 mm

ภาพ 4.24 ปรับความเที่ยงตรงไมโครมิเตอร์วัดใน 25-50 mm

ภาพ 4.25 แท่งมาตรฐานไมโครมิเตอร์วัดใน
6.1.3 หมุนปลอกเลื่อนให้เขี้ยววัดเลื่อนมาเกือบเริ่มสัมผัสผิวชิ้นงาน จากนั้นให้เปลี่ยนมาหมุนหัวหมุนกระทบจนมีเสียงดังประมาณ
2-3 ครั้งและอ่านค่าไมโครมิเตอร์
6.1.4 เมื่ออ่านค่าไมโครมิเตอร์เรียบร้อยแล้ว ให้หมุนปลอกเลื่อนให้เขี้ยววัดเลื่อนออกจากผิวชิ้นงานและนำไมโครมิเตอร์ออกจากชิ้นงาน
6.2 วิธีการบำรุงรักษาไมโครมิเตอร์วัดใน
6.2.1 อย่านำไมโครมิเตอร์วัดงานที่ร้อนหรือชิ้นงานที่กำลังหมุนอยู่
6.2.2 ควรเก็บและวางไมโครมิเตอร์แยกออกจากเครื่องมือชนิดอื่น
6.2.3 ก่อนนำไมโครมิเตอร์ออกจากชิ้น ต้องหมุนปลอกหมุนเลื่อนให้ปากไมโครมิเตอร์มีขนาดเล็กลงก่อนนำไมโครมิเตอร์ออกมา
6.2.4 ก่อนเขี้ยววัดจะสัมผัสกับชิ้นงานให้หมุนปลอกเลื่อนช้าๆ และเมื่อเขี้ยววัดเริ่มสัมผัสกับชิ้นงานแล้วให้เปลี่ยนมาหมุนที่หัว
หมุนกระทบกระทั่งได้ยินเสียงดังประมาณ 2-3 แก๊ก
6.2.5 เมื่อใช้งานไมโครมิเตอร์เสร็จเรียบร้อยแล้ว ต้องเช็ดทำความสะอาดและชโลมส่วนที่ขัดมันด้วยน้ำมันหล่อลื่นหรือวาสลีน
6.3 ข้อควรระวังการใช้ไมโครมิเตอร์วัดใน
ไมโครมิเตอร์เป็นเครื่องมือวัดละเอียด จึงจำเป็นต้องใช้อย่างระมัดระวังดังนี้
6.3.1 อย่าใช้วัดชิ้นงานที่มีผิวหยาบไม่เรียบ
6.3.2 เลือกใช้ไมโครมิเตอร์ให้เหมาะสมกับขนาดของชิ้นงานที่ต้องการจะตรวจวัด
6.3.3 ระวังอย่าให้ไมโครมิเตอร์ตกหล่นหรือโดนกระทบกระเทือน
6.3.4 ห้ามหมุนปลอกเลื่อนแน่นเกินไป เพราะจะทำให้ไมโครมิเตอร์เสียหาย
7. การอ่านค่าไมโครมิเตอร์วัดใน
7.1 การแบ่งขีดสเกล
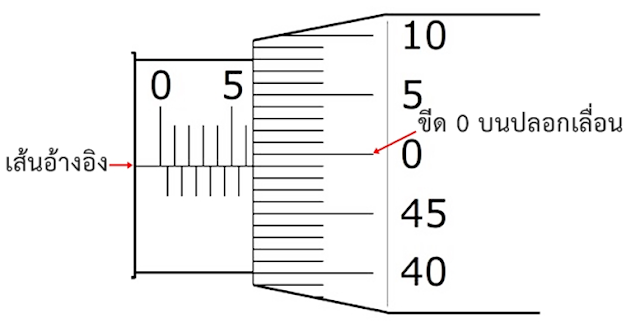
7.1.1 ค่าบนสเกลหลัก จากภาพ 4.26 ค่าความละเอียด 0.01 mm ค่าบนสเกลหลักด้านบน 1 ช่องมีค่าเท่ากับ 1 mm ส่วน 1 ช่องด้าน
ล่างบนสเกลหลักจะอยู่กึ่งกลางของช่องด้านบน ซึ่งมีค่าเท่ากับ 0.5 mm (หรือเท่ากับ 1 รอบของปลอกเลื่อน)
7.1.2 ค่าบนปลอกเลื่อน ภาพ 4.26 บนปลอกเลื่อนจะแบ่งรอบบริเวณขอบเอียงๆ ออกเป็น 50 ช่อง

ภาพ 4.26 การแบ่งขีดสเกลของไมโครมิเตอร์วัดใน
7.2 หลักการอ่านค่าไมโครมิเตอร์วัดใน
คล้ายกับการอ่านค่าไมโครมิเตอร์วัดนอกแต่จะแตกต่างกันที่ทิศทางการอ่านค่าเนื่องจากไมโครมิเตอร์วัดนอกขีดเลข 0 จะอยู่ด้าน
ซ้ายสุดของสเกล ส่วนไมโครมิเตอร์วัดในขีดเลข 0 จะอยู่ด้านขวาสุดของสเกลดังนี้
7.2.1 อ่านค่าจำนวนเต็มซึ่งอยู่ด้านบนของสเกลหลักก่อน และอ่านค่าด้านล่างของสเกลหลัก
7.2.2 จากนั้นอ่านค่าจากปลอกเลื่อน
7.2.3 นำค่าจากสเกลหลักและปลอกเลื่อนมารวมกัน
7.2.4 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดใน
1) อ่านค่าบนสเกลหลัก ภาพ 4.27 ขอบปลอกเลื่อนหมุนผ่านขีดสเกลหลักไป 22 ขีด ดังนั้นอ่านค่าด้านบนสเกลหลักได้เท่ากับ
22.00 mm ขีดล่างสเกลหลักพ้นขอบของปลอกเลื่อนซึ่งหมายถึงเลยครึ่งมาแล้ว ดังนั้นจะต้องนำ 0.5 mm มาบวกกับค่าของ
ด้านบนสเกลหลักด้วย (แต่ถ้าขีดล่างไม่พ้นขอบปลอกเลื่อนไม่ต้องนำค่ามารวม)
เพราะฉะนั้นค่าบนสเกลหลัก
= ค่าด้านบนสเกลหลัก + ค่าด้านล่างสเกลหลัก
= 22.00 mm + 0.5 mm
= 22.50 mm
ภาพ 4.27 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดใน
2) อ่านค่าบนปลอกเลื่อน จากภาพเส้นอ้างอิงบนสเกลหลักตรงกับขีดที่ 2 ซึ่งหมายถึง (2 x 0.01 mm = 0.02 mm)
3) นำค่าบนสเกลหลัก และค่าบนปลอกเลื่อนมารวมกันจะ
ได้คำตอบซึ่งมีค่าเท่ากับ
= ค่าบนสเกลหลัก + ค่าบนปลอกเลื่อน
= 22.50 mm + 0.02 mm
= 22.52 mm

ภาพ 4.28 ตัวอย่างที่ 2 การอ่านค่าไมโครมิเตอร์วัดใน
1) อ่านค่าบนสเกลหลัก ภาพ 4.28 ขอบปลอกเลื่อนหมุนผ่านขีดสเกลหลักไป 48 ขีดดังนั้นอ่านค่าด้านบนสเกลหลักได้เท่ากับ
48.00 mm ขีดล่างสเกลหลักพ้นขอบของปลอกเลื่อนซึ่งหมายถึงเลยครึ่งมาแล้ว ดังนั้นจะต้องนำ 0.5 mm มาบวกกับค่าของด้านบน
สเกลหลักด้วย เพราะฉะนั้นค่าบนสเกลหลัก
= ค่าด้านบนสเกลหลัก + ค่าด้านล่างสเกลหลัก
= 48.00 mm + 0.5 mm
= 48.50 mm
2) อ่านค่าบนปลอกเลื่อน จากภาพเส้นอ้างอิงบนสเกลหลักตรงกับขีดที่ 10 ซึ่งหมายถึง (10 x 0.01 mm = 0.10 mm)
3) นำค่าบนสเกลหลัก และค่าบนปลอกเลื่อนมารวมกันจะได้เป็นคำตอบซึ่งมีค่าเท่ากับ
= ค่าบนสเกลหลัก + ค่าบนปลอกเลื่อน
= 48.50 mm + 0.10 mm
= 48.60 mm8. ส่วนประกอบของไมโครมิเตอร์วัดลึก
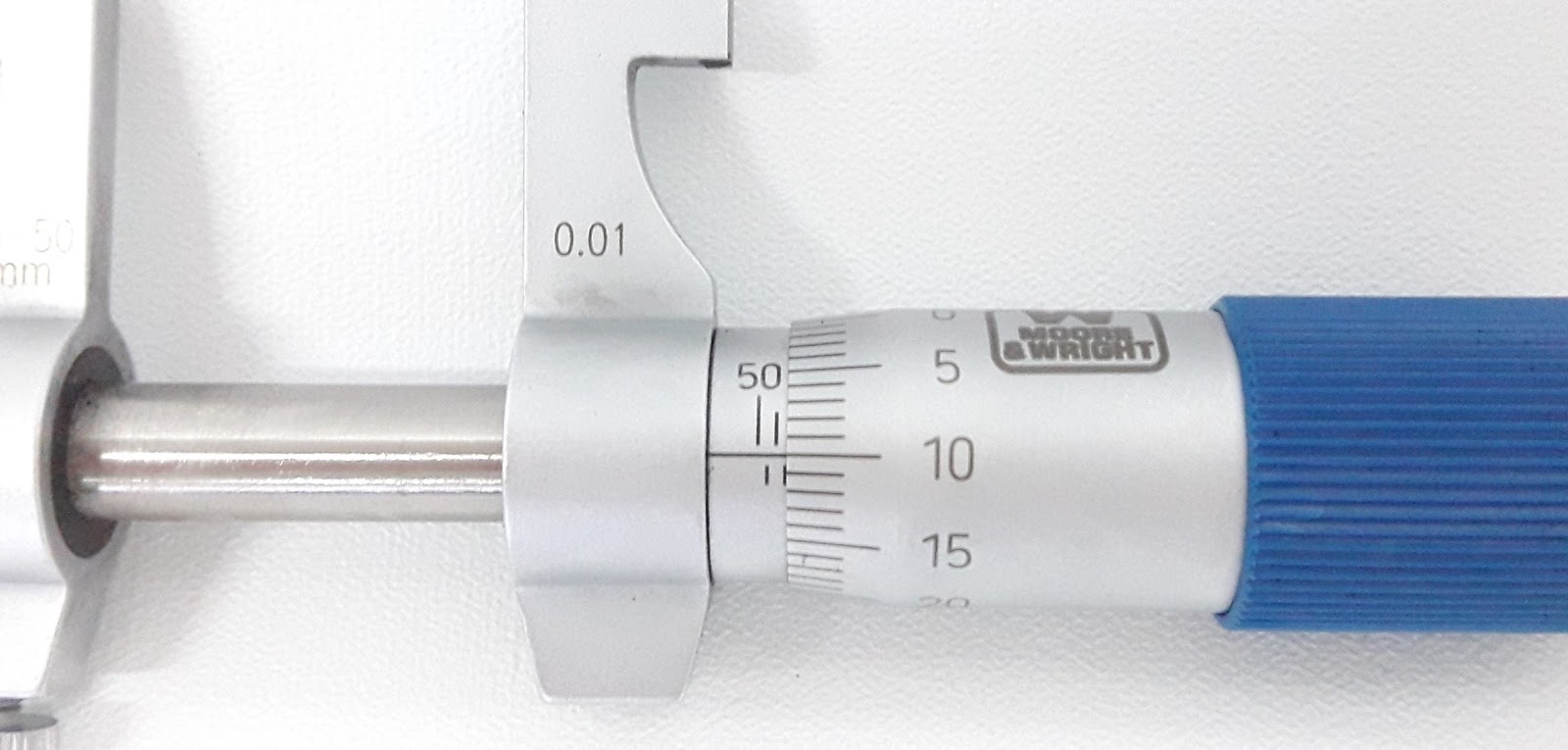
ไมโครมิเตอร์วัดลึก (Depth Micrometer) เป็นเครื่องมือที่มีค่าความละเอียดสูงเท่ากับไมโครมิเตอร์ที่กล่าวมาแล้วทั้ง 2 ชนิด โดยในงานวัดละเอียด
ช่างยนต์ ได้นำมาใช้เพื่อตรวจสอบขนาดความลึกของชิ้นส่วนต่างๆ เช่นความลึกของรูในชิ้นส่วน
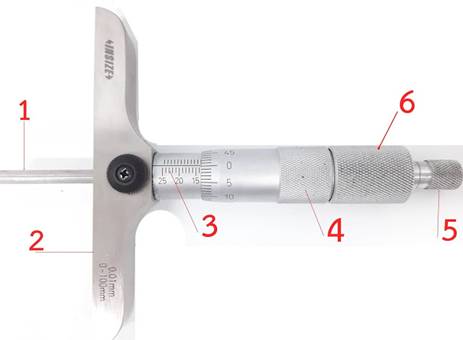
ภาพ 4.29 ไมโครมิเตอร์วัดลึก
ไมโครมิเตอร์วัดลึก ประกอบด้วยส่วนต่างๆ ดังนี้
8.1 ก้านวัดลึก (Spindle) ลักษณะเป็นแกนวัด สามารถเปลี่ยนขนาดได้ตามความลึกของชิ้นงานโดยมีขนาดเริ่มจาก 0-25 mm, 25-50
mm, 50-75 mm และ 75-100 mm
8.2 ผิวประกบหรือสะพานยัน (Surface missiles) ทำหน้าที่เหมือนแท่นระดับประกบแนบกับขอบบนของชิ้นงานที่ต้องการวัด
8.3 ปุ่มล็อก (Thimble Lock) หน้าที่ ยึดแกนก้านวัดลึกไม่ให้เคลื่อนที่จากปลอกเลื่อน
8.4 สเกลหลักหรือปลอกวัด (Sleeve) มีลักษณะเป็นทรงกระบอกสวมอยู่กับโครงสามารถปรับหมุนได้ที่ผิวสเกลหลักจะมีเส้นขีดยาว
ในแนวนอน เรียกว่า เส้นอ้างอิง (Index Line) ด้านบนและด้านล่างของเส้นอ้างอิงจะมีขีดแบ่งช่องเพื่อกำหนดค่าของสเกลหลัก
8.5 ปลอกเลื่อนหรือปลอกหมุนวัด (Thimble) มีลักษณะเป็นทรงกระบอกสวมอยู่บนสเกลหลักและสามารถเคลื่อนที่เข้าออกได้
ที่ปลายด้านในจะลาดเอียงและมีขีดแบ่งช่องเพื่อกำหนด ค่าส่วนด้านนอกจะพิมพ์ลายเพื่อสะดวกในการหมุนเข้าออก
8.6 หมวกปลอกหมุน (Turn the lock casing) ใช้สำหรับจับยึดก้านวัดลึกซึ่งจำเป็นต้องเปลี่ยนขนาดความยาวของก้านวัดลึกให้
เหมาะสมกับขนาดความลึกของชิ้นงาน
8.7 หัวหมุนกระทบ (Ratchet stop) จะอยู่ด้านท้ายสุดของแกนวัด เมื่อหมุนปลอกเลื่อนเริ่มสัมผัสผิวชิ้นงานให้ตรวจสอบแกนวัด
สัมผัสชิ้นงานพอดีไม่ตึงเกินไป และหมุนปรับหัวหมุนกระทบตามเข็มนาฬิกา จนได้ยินเสียงดังประมาณ 2-3 แก๊กหยุดหมุน
9. การใช้และการบำรุงรักษาไมโครมิเตอร์วัดลึก
9.1 การใช้ไมโครมิเตอร์วัดลึก
9.1.1 ทำความสะอาดไมโครมิเตอร์วัดลึก (ภาพ 4.30) โดยใช้ผ้าสะอาดที่อ่อนนุ่มเช็ดฝุ่นคราบ สกปรกบนไมโครมิเตอร์วัดลึกด้วยความระมัดระวัง

ภาพ 4.30 ทำความสะอาดไมโครมิเตอร์วัดลึก
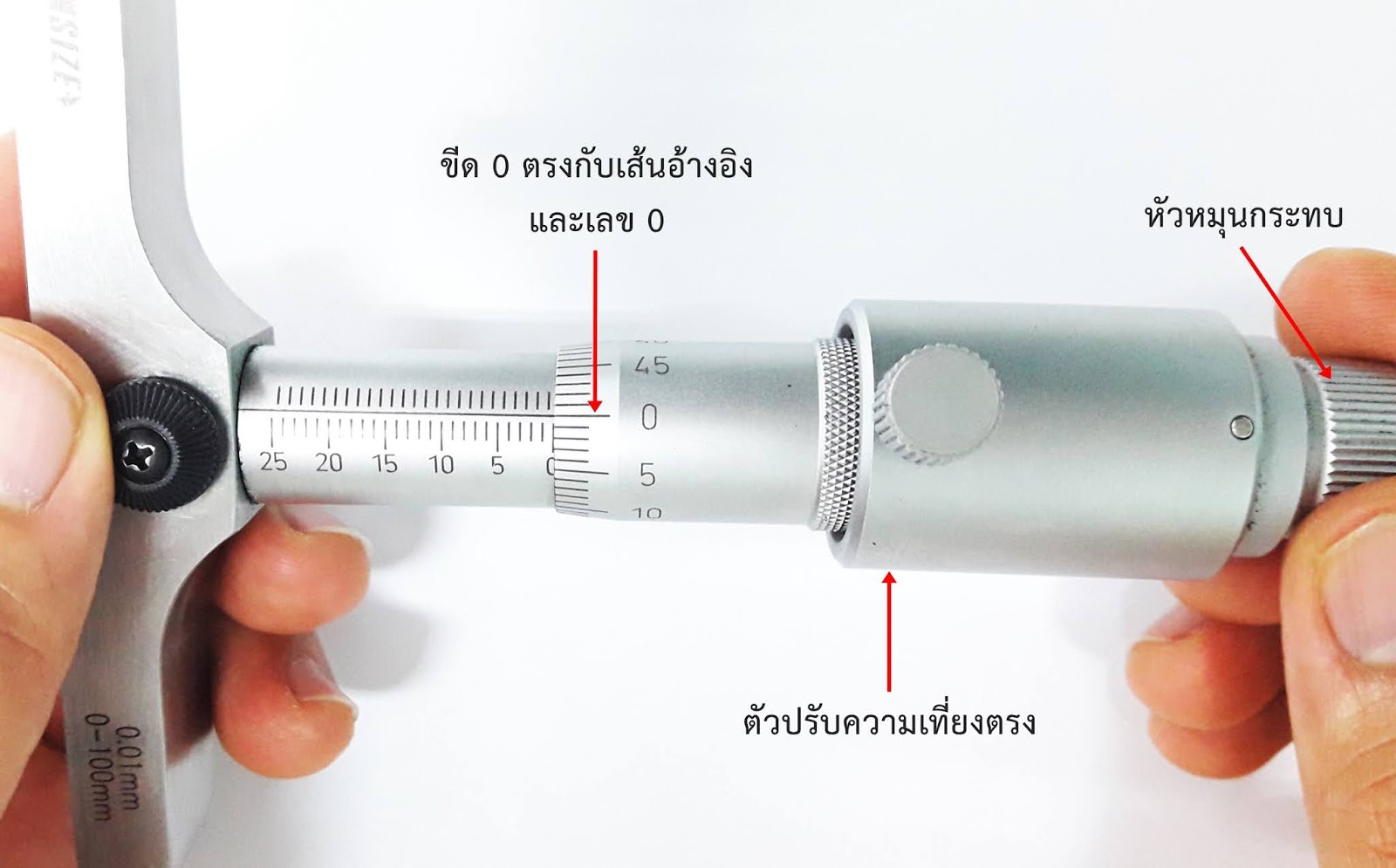
9.1.2 ปรับความเที่ยงตรงของไมโครมิเตอร์วัดลึก คือการปรับตำแหน่งเลขศูนย์ “0” ของปลอกเลื่อนให้ตรงกับเส้นอ้างอิง ก่อนใช้งาน
ไมโครมิเตอร์ทุกครั้งต้องมีการตรวจสอบความเที่ยงตรงของไมโครมิเตอร์ถ้าพบว่าไม่ตรงให้ทำการปรับความเที่ยงตรงก่อนการใช้งาน
ทุกครั้ง วิธีการปรับให้ใช้ตัวปรับความเที่ยงตรงของไมโครมิเตอร์วัดลึก (ภาพ 4.31) จากนั้นถอดหมวกปลอกหมุน (ภาพ 4.29 หมายเลข 6)
ประกอบก้านวัดขนาด 0-25 mm เข้ากับไมโครมิเตอร์วัดลึกและประกอบตัวปรับความเที่ยงตรง หมุนปลอกเลื่อนและหัวหมุนกระทบและ
สังเกตขีด “0” ต้องตรงกับเส้นอ้างอิงและขีด “0” ถ้าไม่ตรงให้ปรับด้วยประแจปรับตั้งคล้ายการปรับตั้งไมโครมิเตอร์วัดนอก

ภาพ 4.31 การตรวจสอบความเที่ยงตรงของไมโครมิเตอร์วัดลึก
9.1.3 ตรวจสอบความลึกของชิ้นงานในเบื้องต้นด้วยบรรทัดเหล็ก เพื่อเป็นข้อมูลในการพิจารณาเลือกก้านวัดลึกให้เหมาะสมกับ
ขนาดความลึกของชิ้นงาน
9.1.4 ประกอบก้านวัดลึกเข้ากับไมโครมิเตอร์วัดลึก จากนั้นวางผิวประกบหรือสะพานยันของไมโครมิเตอร์วัดลึกบนขอบของชิ้น
งานที่ต้องการวัดออกแรงกดให้ผิวประกบสนิทกับชิ้นงานอย่าให้เอียง
9.1.5 หมุนปลอกเลื่อนในทิศทางตามเข็มนาฬิกาเพื่อให้ก้านวัดลึกเลื่อนมาเริ่มสัมผัสกับส่วนลึกของผิวชิ้นงาน (การหมุนปลอกเลื่อน
ระหว่างไมโครมิเตอร์วัดนอกกับไมโครมิเตอร์วัดลึกจะแตกต่างกันในส่วนของทิศทางการหมุน)
9.1.6 จากนั้นหมุนหัวหมุนกระทบให้ก้านวัดลึกสัมผัสกับความลึกของชิ้นงานและมีเสียงดังประมาณ 2-3 แก๊กและอ่านค่าไมโครมิเตอร์
วัดลึก
9.2 วิธีการบำรุงรักษาไมโครมิเตอร์วัดลึก
9.2.1 อย่านำไมโครมิเตอร์วัดงานที่ร้อนหรือชิ้นงานที่กำลังหมุนอยู่
9.2.2 ควรเก็บและวางไมโครมิเตอร์แยกออกจากเครื่องมือชนิดอื่น
9.2.3 นำไมโครมิเตอร์วัดงานที่ละเอียดจริงๆ เท่านั้นอย่านำไปวัดเล่น
9.2.4 ต้องทำความสะอาดก้านวัดลึก ก่อนประกอบเข้ากับตัวไมโครมิเตอร์
9.2.5 เมื่อใช้งานไมโครมิเตอร์วัดลึกเสร็จเรียบร้อยแล้ว ให้ถอดก้านวัดลึกออก ทำความสะอาดและชโลมส่วนที่ขัดมันด้วย
วาสลีนหรือน้ำมันหล่อลื่น
และเก็บใส่กล่อง
9.3 ข้อควรระวังการใช้ไมโครมิเตอร์วัดลึก
9.3.1 อย่าใช้ไมโครมิเตอร์วัดลึกวัดชิ้นงานที่มีผิวหยาบไม่เรียบ
9.3.2 ห้ามเลื่อนไมโครมิเตอร์วัดลึกไปมาบนชิ้นงาน เพื่ออ่านค่าเพราะจะทำให้เกิดความคลาดเคลื่อนและเสียหายแก่ไมโครมิเตอร์วัดลึกได้
9.3.3 เลือกใช้ไมโครมิเตอร์วัดลึกให้เหมาะสมกับขนาดของชิ้นงานที่ต้องการจะตรวจวัด
9.3.4 ระวังอย่าให้ไมโครมิเตอร์วัดลึกตกหล่นหรือโดนกระทบกระเทือน
9.3.5 อย่าหมุนปลอกเลื่อนแน่นเกินไป เพราะจะทำให้ไมโครมิเตอร์วัดลึกเสียหาย
9.3.6 ขณะที่ใช้ไมโครมิเตอร์วัดลึกตรวจวัดชิ้นงาน ผิวประกบหรือสะพานยันต้องอยู่ในระดับเดียวกับขอบชิ้นงาน ห้ามเอียงโดยเ
ด็ดขาด
9.3.7 หากต้องการจะเปลี่ยนจุดวัด ให้ยกผิวประกบหรือสะพานยันขึ้นเลื่อนไปจุดใหม่ ห้ามลากหรือเลื่อนไปมาเด็ดขาด
10. การอ่านค่าไมโครมิเตอร์วัดลึก
10.1 การแบ่งขีดสเกล
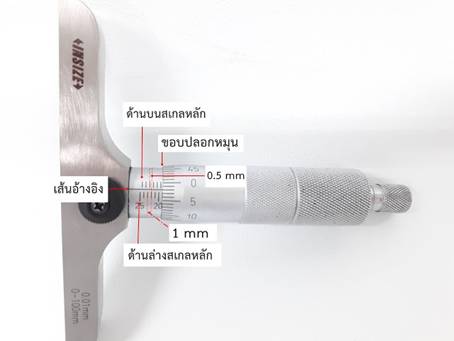
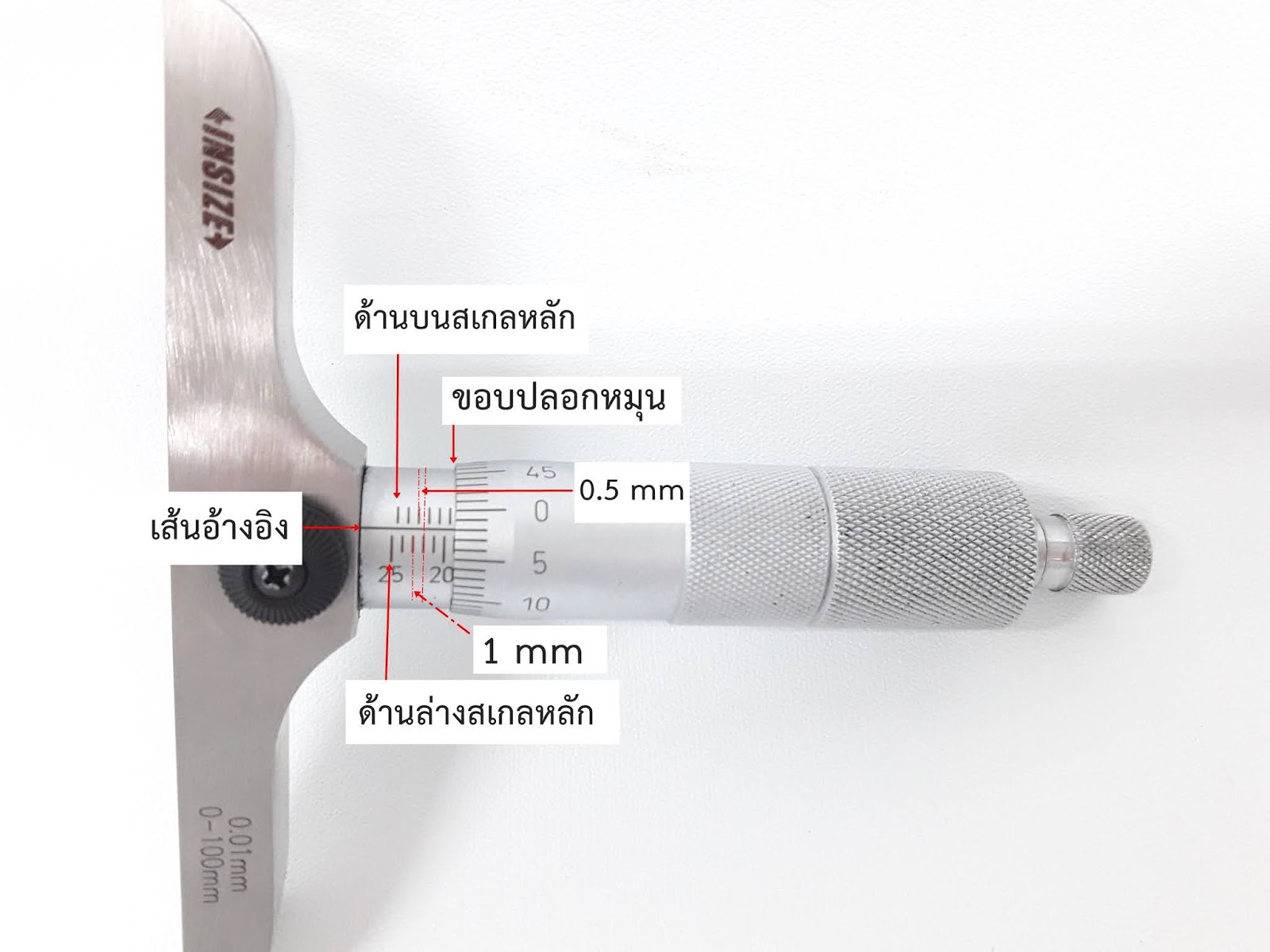
ภาพ 4.32 การแบ่งขีดสเกลของไมโครมิเตอร์วัดลึก
10.1.1 ค่าบนสเกลหลัก จากภาพ 4.32 ค่าความละเอียด 0.01 mm ซึ่งค่าบนสเกลหลักด้านล่าง 1 ช่องมีค่าเท่ากับ 1 mm ส่วน 1 ช่องด้าน
บนสเกลหลักจะอยู่ตรงกึ่งกลางของช่องด้านล่างซึ่งจะมีค่าครึ่งหนึ่งหรือเท่ากับ 0.5 mm (หรือมีค่าเท่ากับ 1 รอบของปลอกเลื่อน)
10.1.2 ค่าบนปลอกเลื่อน จากภาพ 4.32 บนปลอกเลื่อนจะแบ่งรอบบริเวณขอบเอียงๆ ออกเป็น 50 ช่อง
10.2 การอ่านค่าไมโครมิเตอร์วัดลึก
การอ่านค่าไมโครมิเตอร์วัดลึกไม่เหมือนกับการอ่านค่าไมโครมิเตอร์วัดนอก เนื่องจากสเกล
หลักบนล่างค่าสลับกันและทิศทางการอ่านค่าก็แตกต่างกัน ดังนี้
10.2.1 อ่านค่าจำนวนเต็มซึ่งอยู่ด้านล่างของสเกลหลักก่อน และอ่านค่าด้านบนของสเกลหลัก
10.2.2 จากอ่านค่าจากปลอกเลื่อน
10.2.3 นำค่าจากสเกลหลักและปลอกเลื่อนมารวมกัน
10.2.4 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดลึก

ภาพ 4.33 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดลึก
1) อ่านค่าที่สเกลหลัก ภาพ 4.33 ขอบปลอกเลื่อนหมุนผ่านขีดด้านล่างสเกลหลักไป 19 ขีดดังนั้นอ่านค่าด้านล่างสเกลหลักได้เท่ากับ
19.00 mm และขอบปลอกเลื่อนด้านบนสเกลหลักยังไม่พ้นขีดแบ่งครึ่งกลางซึ่งหมายถึงยังไม่เลยครึ่ง ดังนั้นไม่ต้องนำค่า 0.5 mm มา
บวกเพราะฉะนั้นค่าบนสเกลหลัก
= ค่าด้านล่างสเกลหลัก + ค่าด้านบนสเกลหลัก
= 19.00 mm + 0 mm
= 19.00 mm
2) อ่านค่าบนปลอกเลื่อน ภาพ 4.33 เส้นอ้างอิงบนสเกลหลักตรงกับขีดที่ 2 ซึ่งหมายถึง(2 x 0.01 mm = 0.02 mm)
3) นำค่าบนสเกลหลักและค่าบนปลอกเลื่อนมารวมกัน จะได้คำตอบซึ่งมีค่าเท่ากับ
= ค่าที่สเกลหลัก + ค่าบนปลอกเลื่อน
= 19.00 mm + 0.02 mm
= 19.02 mm

ภาพ 4.34 ตัวอย่างการอ่านค่าไมโครมิเตอร์วัดลึกขนาด 25-50 mm
1) อ่านค่าที่สเกลหลัก ภาพ 4.34 ขอบปลอกเลื่อนหมุนผ่านขีดด้านล่างสเกลหลักไป 21 ขีดมีค่าเท่ากับ 21.00 mm แต่เนื่องจากเป็นไมโครมิเตอร์ขนาด 25-50 mm หมายความว่าค่าเริ่มต้นของการวัดคือ 25 mm ดังนั้นต้องนำ 25 ไปรวมกับค่าที่อ่านได้เพราะฉะนั้นค่าที่ได้จากด้านล่างสเกลหลักจริงคือ 21.00 mm + 25.00 mm = 46.00 mm จากนั้นให้อ่านค่าที่สเกลหลัก ซึ่งขอบปลอกเลื่อนด้านบนสเกลหลักเลขขีดแบ่งครึ่งกลางซึ่งหมายถึงเลยครึ่งมาแล้วจึ
งต้องนำค่า 0.5 mm มาบวก
เพราะฉะนั้นค่าที่สเกลหลัก
= ค่าด้านล่างสเกลหลัก + ค่าด้านบนสเกลหลัก
= 46.00 mm + 0.50 mm
= 46.50 mm
2) อ่านค่าบนปลอกเลื่อน ภาพ 4.34 เส้นอ้างอิงบนสเกลหลักตรงกับขีดที่ 45 ซึ่งหมายถึง (45 x 0.01 mm = 0.45 mm)
3) นำค่าที่สเกลหลักและค่าบนปลอกเลื่อนมารวมกันจะได้คำตอบซึ่งมีค่าเท่ากับ
= ค่าที่สเกลหลัก + ค่าบนปลอกเลื่อน
= 46.50 mm + 0.45 mm
= 46.95 mm
ข้อสังเกต: ถ้าใช้ไมโครมิเตอร์วัดลึกขนาด 25-50 mm ให้ใช้ 25.00 เป็นค่าเริ่มต้นบวกเพิ่มเข้าไป
ถ้าใช้ไมโครมิเตอร์วัดลึกขนาด 50-75 mm ให้ใช้ 50.00 เป็นค่าเริ่มต้นบวกเพิ่มเข้าไป
ถ้าใช้ไมโครมิเตอร์วัดลึกขนาด 75-100 mm ให้ใช้ 75.00 เป็นค่าเริ่มต้นบวกเพิ่มเข้าไป
|
















.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)






.png)


